问题的提出:
高炉冷却监视系统。为了延长高炉寿命,实现高炉冶炼过程的可视化,是冶炼工作者的追求目标之一,也是进一步降低成本、提高生产率的关键,能够更好的指导高炉的生产操作,降低工人劳动强度。该系统测量精度高、数据传输稳定、工作效率高、安装维护简单方便,为高炉炼铁操作的顺利提供强有力的技术支持。要重视冷却系统的监视,可采取测量进出口冷却水温度的方法,对关键部位还要测量冷却水箱进出端部温度,并把具有冷却水箱的炉体部位分为几个区,炉腰及炉腹部分由于那里是软融区,煤气通过“焦窗”集中到炉壁然后上升。所以此处温度最高,列为问题区,要经常监视,避免热点生成。这些数据须由计算机处理,然后在CRT上显示炉腹、炉腰的形状及各点的位置。并以不同颜色表示热损失,热点以红色表示并闪亮,以便炉长采取措施,消除热点,从而保证高产和砌体的寿命。
高炉冷却水温度智能人工检测系统 应用的必要性
高炉是密闭机组,除风口及出铁时观看渣、铁状态外,只有借助检测仪表了解高炉过程和进行操作为此,高炉都设置较完善的基础自动化系统,并起到相当大的作用。但由于激烈的市场竞争,为高炉操作优化,增产节焦,从而获得更大的经济效益(据奥钢联的报道,其高炉自动化系统VAIRON在林茨厂和南非ISCOR厂运行,取得良好的结果和效益:① 生产率平均提高5%;② 煤气利用率至少提高1%;③ 总燃料消耗量减少3kg/t-铁水;④ 喷煤率提高10kg/t-铁水;⑤ 硅标准偏差<0.15%;⑥ 投资回收期不到4个月(以年产2百万吨铁水的高炉为基础,①项的年经济效益为5百万美元,③项等为1.3百万美元,④项为2百万美元,总计为8.5百万美元/年),国外都设有过程自动化级,为此,我们按小高炉的实况,提出设置低成本的高炉监控计算机系统,以使高炉达到长寿、减少事故、顺行,因而达到增产节焦和获得重大的经济效益。
高炉冷却水温度智能人工检测系统简介
本高炉监控计算机系统包括两部分,即:高炉数据采集和监测系统、高炉数学模型及专家系统,分别由两台工控机执行,可以分两期上。前者主要监测有关高炉长寿(如冷却情况、煤气流分布情况等)和操作参数(如料线、风温、风量、风压、顶压等)并在越限时报警、技术计算(包括操作的综合参数,如边沿煤气流指数、中心煤气流指数、崩料指数、煤气利用率、透气性指数、热流指数等)、统计和经济分析(如统计每班、日的产量,焦比等)和打印报表等,此外还作专家系统的数据预处理(如参数上升速度、波动值等)。后者主要包括炉况、炉热预报及趋势专家系统,生产操作模型(如配料变料计算模型、配料优化模型、风口燃烧温度等),高炉检查模型(如热平衡计算、物料平衡计算、理论焦比计算、直接还原度计算等)。
系统采用可靠的硬件,包括采用西门子的PLC作为数采装置等。
高炉冷却水温度智能人工检测系统系统特点与结构
本方案系统采用电气、仪表、计算机一体化的思想,对主工艺生产过程实行全局性监视、控制和调节。工艺流程控制中,取消手动控制、模拟屏及相关设施,通过键盘、鼠标、计算机和CRT画面实现工艺要求的操作并实现“无纸化”管理,通过该控制系统网络和公司、厂级计算机网络通讯,实现生产控制、管理的信息交换、存储和管理。
本控制系统必须能够反映当今世界计算机及自动化控制技术在高炉生产应用的高水平和发展方向,系统具有通讯能力、数据和资源共享能力、报表生成和数据处理能力。配置的系统必须稳定、可靠,网络、操作系统平台和应用程序设计接口的开放性、扩展性好,装备水平将以国内同类型系统为目标,并追求实际运行指标、性能价格比等达到最高和最好。
系统的具体特点如下:
(1)不是一个孤独单一功能的系统(如只监测冷却的系统,或者只是配料数学模型 等单一功能,这样系统将来连接都会出现困难),而是全面考虑,它基本包括小高炉 过程级计算机的功能,即数据采集、数据记录、关键参数(如有关高炉长寿和操作的 冷却监控、煤气流分布监控、趋势曲线、历史数据显示等)的监控、技术计算和经济 分析、数学模型和专家系统等。并考虑充分利用已有资源,即那些数据是可以来自基 础自动化(从网络通信取得),那些需要单独设置数据采集系统(如冷却壁、风口等 监视);
(2)系统采用可靠的,工厂熟识的西门子PLC系统,采用S7-300型功能强大的PLC, 同时为降低成本,采用分布I/O 的ET200M模块化I/O系统,这种系统采用价格较低的 S7-300的I/O模块。监控计算机和专家系统计算机,将通过网络交换机与PLC相连;
(3)本系统是低成本,但功能强大,如上所述基本包括小高炉过程级计算机的功能 ,并包括先进技术,如专家系统、数学模型等。
(4)系统设有硬件状态监测,故障报警,以策安全。
(5)开放型数据库,可以为其他系统(如MES、ERP等)提供相应数据。
(6)通过传感器测量结果根据炉墙状况实时调整冷却水消耗,降低生产成本。更重 要的是通过高炉冷却壁的水温检测及热流量计算,指导高炉生产操作。
(7)该系统可以生成各种数据报表、温度变化曲线,并可实现打印输出,也可以对 各种历史数据和曲线进行查询
(8)温度检测:是对设定的温度点的显示界面,有入水温度、出水温度、温差以及 热流强度等。
(9)本方案具有可持续升级能力、为将来更先进的自动化控制留有扩充余地。
图1 系统结构图
炉身砌体温度检测。通常大型高炉是在炉身装设4到6层、每层6到8个方向的热电偶,以检测炉身砖体温度,但其信号处理应学习德国高炉的方法,除了记录温度变化曲线以外,还用计算机处理并在CRT上显示出"热冲击"次数。所谓"热冲击",即规定一个正常的温度,若某处温度高于规定的正常温度2.5倍时,即为热冲击。这个热冲击可能短时间就消失,但是应有记录。在CRT上显示高炉图形和各测温点位置,标明各点热冲击次数,并作为历史数据存贮下来,需要时可作硬拷贝。如果热冲击数超过规定时,将报警和自动记录下来。这样,便于炉长监视砌体情况,从而在经受多次热冲击处采取措施,及时调整炉况和延长炉子砌体寿命。
本方案的高炉冷却温度数字化监测现场采用德国西门子总线技术和国内先进温度测量传感技术,对冷却水进出水温度进行在线自动监测,根据高炉冷却水进出水温度的变化,能够间接反映出高炉内的物料和冶炼状态,实时计算高炉炉壁热负荷能力的重要参数。通过在线实时监测水温差的变化,可部分反映炉内冶炼信息,利用这些信息判断炉内冶炼行程状态,为高炉冶炼操作提供指导;同时也可检测到高炉冷却壁的运行状态;及时对冷却壁进行维护,提高高炉的使用寿命。
为了改变传统的手工测量及其带来的误差和不准确性,降低工人的劳动强度,提高生产效率,对高炉冷却水测温系统的需要日趋明显。这套系统突破了传统“一对一”模式的局限性,形成了工厂底层网络,完成了现场自动化设备之间的双向数字通讯与信息交换。
随着高炉冶炼的强化,炉顶压力的提高和低硅冶炼,维护炉墙的重要性和迫切性日益突出。水温差和热流强度可以直接反映炉墙的状况,据此可直接监控炉墙的情况,对于高炉冷却系统数据的纪录及曲线显得尤为重要。针对于目前钢铁冶炼现状,该系统弥补了传统技术的不足,满足了现代钢铁企业对数字化、智能化的迫切需求。
高炉冷却水温度智能人工检测系统系统主要功能
(1)本项方案监控计算机功能。包括:
(2)高炉冷却水系统的监控。主要功能包括:
① 入水温度、出水温度和炉皮温度的实时采集、显示、存储;
② 流量手动录入,温差、热流计算;
热流强度根据下列公式计算:
Q热=Cp×q×△T/A
其中:Q热――高炉每块冷却壁热流量
q水――高炉每块冷却壁的水流量(人工测量每周一次)
T――高炉每个测温点的冷却壁的水温差
A――高炉每个测温点的冷却壁面积
③ 各种报警值人工设定;
④ 温度高、低实时报警,温差高实时报警,热流高实时报警;
⑤ 历史报警查询;
⑥ 温度、温差和热流历史曲线;
⑦ 热流切面分析;
⑧ 历史曲线、热流分析结果打印;
⑨ 系统参数导入和导出。
(3)高炉主要工艺参数的监控。主要功能包括:
① 料线、热风温度、热风压力、冷风流量、冷风温度、冷风压力、炉顶煤气温度、炉顶压力 炉顶煤气成分、炉喉钢砖温度、十字测温、炉身1-3层温度、炉底温度、冷却水流量、冷却水 压力等工艺参数的实时采集、显示、存储和整理;
② 料线、热风温度、热风压力、冷风流量、冷风温度、冷风压力、炉顶煤气温度、炉顶压力 炉顶煤气成分、炉喉钢砖温度、十字测温、炉身1-3层温度、炉底温度、冷却水流量、冷却水 压力等工艺参数的趋势曲线、历史曲线、瞬时值及平均值;
③ 冷却水压力报警值人工设定及越限报警。
(4)技术计算。主要功能包括:
① 复合参数计算。如透气性指数、崩料指数、压量指数、煤气利用率、边沿煤气流指数、中 心煤气流指数、疏密度计算、下料速度、风口动能、铁水热焓、参考的料面形状、参考的CO和 CO2径分布计算等计算;
② 高炉专家系统的数据预处理。如一定时间内某些工艺参数的平均值(如炉顶温度、炉顶压 力等)、一定时间内某些工艺参数的最大值(如崩料指数、下料速度等)、某些工艺参数的升 降速度等计算;
③ 生产统计和经济分析的计算。如每班(或每日)产铁量计算、每日焦比计算,生铁成本核 算等。
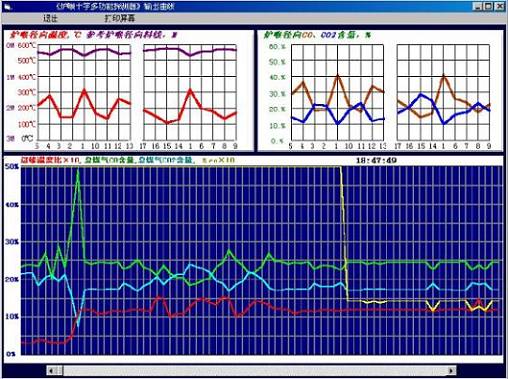
图2 煤气流管理画面
(4)数据显示。包括一般显示和专门画面显示,前者如趋势曲线、历史曲线、报警 记录、瞬时值及平均值等;后者如煤气流管理(煤气流分布)画面、高炉综合画面、 炉身和炉底温度分布曲线等。参看图2至图4。
(5)数据记录。主要是打印班报、日报(高炉操作日志)、装料报表、报警记录、 冷却监视等记录、趋势曲线、历史曲线以及专门画面等。
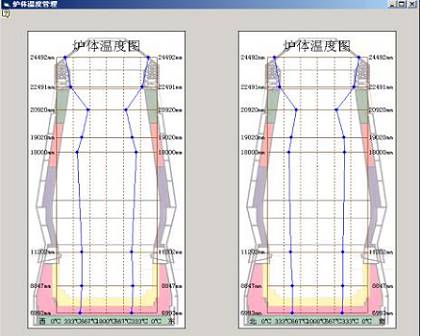
图3 炉身温度管理画面

图4 冷却水监控画面
(7)数据通信。主要是和基础自动化连接,预留与分析中心通信。

图5 冷却水温度报警画面
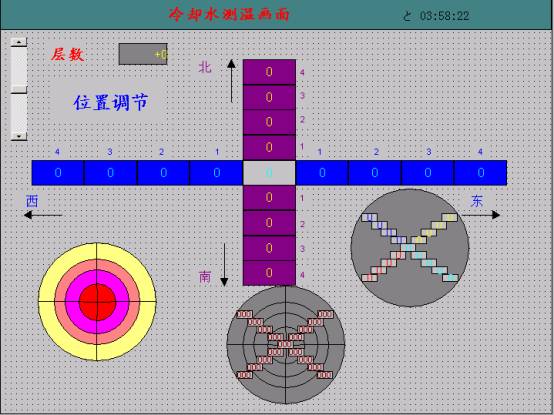
图6 冷却水测温画面

图7 冷却水实时画面
(2)如甲方需要更进一步的自动化水平提升,可以上第二期的监控计算机。功能简介包括:
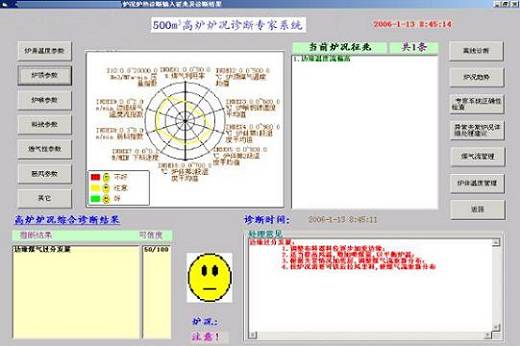
图8 专家系统诊断结果画面
1)炉况、炉热预报及趋势专家系统。它将可在每间隔设定时间预报炉况、炉热(图5)。它不仅有数字、文字显示结果,而且用脸谱直观显示(炉况、炉热正常时为笑脸,“炉况要注意” 时为严肃脸,“炉况不好” 时为哭脸)。此外,还有保证主要参数的蛛网图,使操作员一目了然。
本系统还有趋势图可预示炉况、炉热趋势。
2)生产操作模型(如配料变料计算模型(图6)、配料优化模型、风口燃烧温度等),高炉检查模型(如热平衡计算、物料平衡计算、理论焦比计算、直接还原度计算等)。只须输入数据再按“计算”就可得出结果。
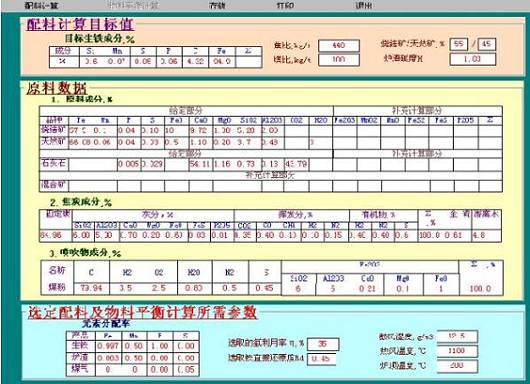
图9 配料计算画面
六、手动输入界面举例
这主要是针对无法或难以自动检测的数据,如风口状态,出铁全部数据等,参看图7和图8
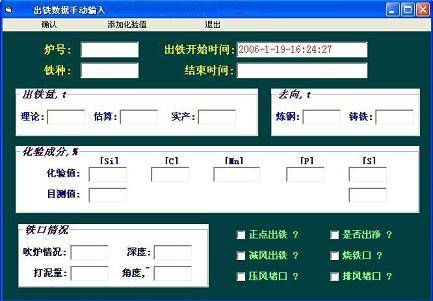
图10 出铁数据手动输入画面
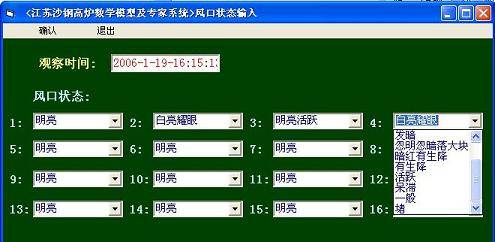
图11 风口状态手动输入画面
|

